HVG OTHER INDUSTRIAL EQUIPMENT 0093: 3.0M Shot Blasting Pretreatment Line
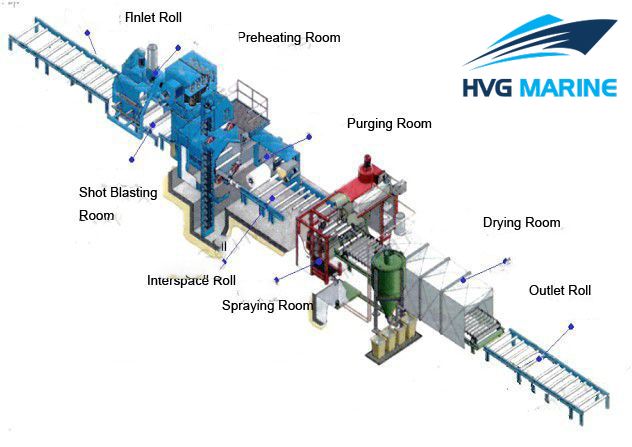
Dây chuyền tiền xử lý bằng phương pháp hoạt động bắn thép tấm bao gồm hệ thống phun cấp liệu và thổi phôi, hệ thống loại bỏ bụi, con lăn thử nghiệm, hệ thống phun sơn tự động, hệ thống làm khô, cũng như hệ thống điều khiển điện (bao gồm cả máy dò phôi). Được sử dụng để loại bỏ rỉ sét, cáu cặn và nhiễm bẩn trên bề mặt thép, làm cho bề mặt sạch, sáng nhưng có độ thô nhất định, nhờ đó màng sơn có thể bám vào bề mặt thép một cách chắc chắn hơn, do đó chất lượng bề mặt và khả năng chống ăn mòn của sản phẩm được cải thiện. Lớp sơn lót (kẽm silicat vô cơ) tự động sơn trước sau khi nổ, có thể ngăn thép không bị nhiễm bẩn lần thứ hai và rỉ sét trong quá trình vận hành trong xưởng. Và, các bề mặt của sản phẩm sạch sẽ, không bóng bẩy, không bị nhiễm bẩn cho lớp sơn cuối cùng.
Dây chuyền này, với tổng chiều dài 54m, được thiết kế và sản xuất trên cơ sở kinh nghiệm tiên tiến trong và ngoài nước, được trang bị nhiều đặc tính như công nghệ cao, cấu trúc lý tưởng, thời gian sử dụng lâu dài, dễ vận chuyển và bảo trì và hiệu quả cao. .
Trong phòng điều khiển trung tâm điện được lắp đặt một màn hình cảm ứng TV, một màn hình TV, nhờ đó các hoạt động có thể được điều khiển trực quan và có thể quan sát được các hư hỏng. Trong khi đó, thông qua màn hình TV, trạng thái cho ăn và bỏ trống dọc theo dây chuyền tiền xử lý cũng được hiển thị.
Trong trường hợp có việc gấp và cần dừng máy ngay lập tức, các nút DỪNG KHẨN CẤP được lắp đặt ở trục lăn phía trên, buồng phun sơn và máy phun sơn trong phòng điều khiển chung.





